

干货分享,一分钟带你了解PET片材生产线需要注意的事项
发布时间:
2022-08-16
PET片材生产线在工作中出现较大嗓声的原因是什么?下面我们大家一起来分析一下。(1)电动机部位。1.转子轴滚动轴承磨损严重或轴承精度低。2.转子轴弯曲变形。3.碳刷的安装位置不正确。4.转子轴端风叶刮削电机安装安全。
PET片材生产线需要注意的事项有哪些?下面我们大家一起来分析一下。
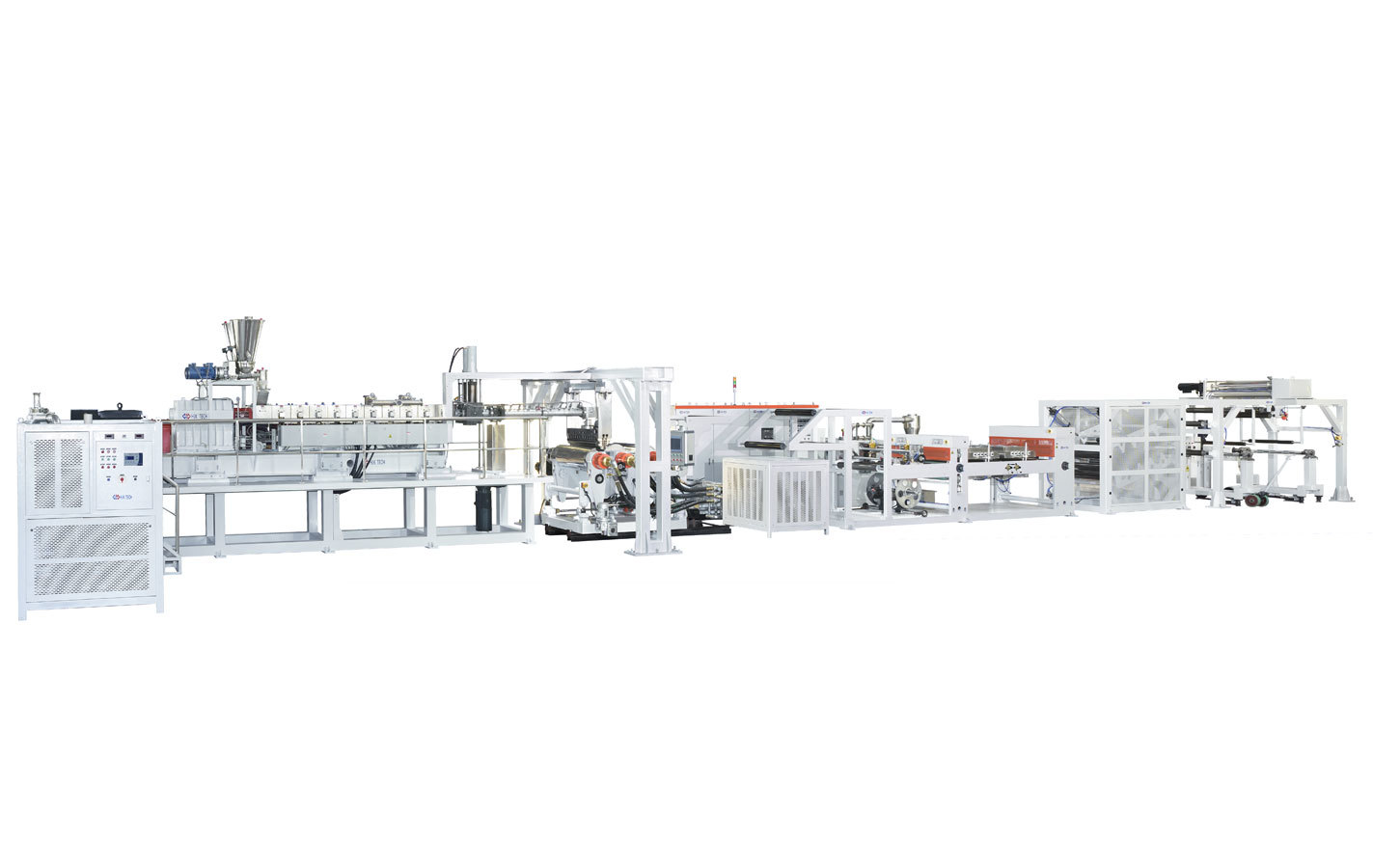
(1)PET片材生产线的料筒上的每一段的温度从进料段到料筒和成型模具之间的连接处逐渐升高。
(2)模具温度略高于机筒温度,以上温度控制在5-10℃,模具两端温度略高于模内温度,较高的温度控制在5-10℃。
(3)在片材进给形式下,三个辊中间辊的上辊面应与模唇的下平面在同一水平面上;唇端面与中间辊中心线平行,间距50 ~ 100 mm.
(4)模具唇口间隙应略小于或等于板材产品的厚度,模唇之间的间隙应略小于两侧模唇之间的间隙。
(5)注意三辊工作面的粗糙度R应不大于0.2pm,清理辊面时,不允许用硬钢刀划伤辊面,但辊面上的残料应用铜刀清理干净。
(6)辊面中等高度的辊之间应留有一定间隙,间隙应等于或略大于干板厚度。
(7)成型模具的温度控制应稳定。温度高时,熔体在模具中的流动速度变快;当温度较低时,熔体在模具中的流动速度减慢。熔体流动速率不稳定会造成板(片)制品纵向厚度误差大。
(8)注意三辊工作面温度的控制。进料辊的温度略高,出料辊的温度略低,当辊筒表面温度较高时,板材不容易从辊筒上脱落,产品表面容易出现横条纹;温度低时,产品表面无光泽。根据这一现象,应及时调整辊面温度控制。
(9)三辊的运行速度略高于断板从模具中挤出的速度,速度差一般小于10%,三个轧辊的工作速度应控制平稳,运行速度过快或过慢对板材厚度误差影响很大。
(10)聚烯烃类塑料挤出成型板(片)材时,螺杆选用突变型结构,压缩比为(3-4):1.熔体流动速率为:HDPE0.3~2.0q/10minLDPE 0.1~0.3q/1Omin,PP0.5~1.5q/10min,ABS等非结晶型高聚物树脂挤出成型板(片)材,应选用渐变型螺杆,压缩比为(1.6-2.5):1。
(11)对于塑料片材(片)成型,除了PVC、聚乙烯、聚丙烯树脂一般不在挤出前混合外,其他塑料(如ABS、聚酰胺)在挤出前都要进行除湿干燥,否则,应使用排气挤出机进行挤出成型。
PET片材生产线在工作中出现较大嗓声的原因是什么?下面我们大家一起来分析一下。
(1)PET片材生产线-电动机部位。1.转子轴滚动轴承磨损严重或轴承精度低。2.转子轴弯曲变形。3.碳刷的安装位置不正确。4.转子轴端风叶刮削电机安装安全。
(2)V带传动部件。1.塑料片材机的V型皮带轮没有牢固地固定在传动轴上或两个零件之间的配合间隙过大。2.滑轮制造精度低,端面或外圆摆动大。3.主动带轮和从动带轮的安装质量差,使得V带的高速运动轨迹不在一个平面上,产生工作噪音。
(3)PET片材生产线-齿轮传动的工作位置。1.齿轮制造精度低,齿距误差大。2.一对啮合齿轮的传动轴中心距误差大。当中心距小于标准时,啮合传动齿之间会产生干涉声;当中心距大于标准规定值时,会产生齿轮啮合传动的冲击声。3.传动轴上的滚动轴承磨损严重或精度低。4.齿轮上两根传动轴的中心线不平行,使两个齿轮不能正常啮合。5.一对啮合齿轮的齿的润滑条件差。润滑油不足。
(4)PET片材生产线-塑料片材机筒的螺杆位置。1.螺杆在机器中装配,两个零件的同心度精度低,螺杆的转动引起与桶内圆的摩擦。2.筒体端面和筒体底座连接法兰端面与筒体中心线的垂直度误差大。3.螺杆弯曲变形。轴中心线直线度误差过大。4.螺杆与其传动轴之间的装配间隙过大。工作和旋转时,两轴中心线不同,误差较大。
品类齐全性价比高
拥有专业的技术致力于产品研发,创造高性价比产品,满足不同需求的客户。
好品质值得信赖
在生产过程中将品质管理置入于每道生产工序。从原材料选购、到产品制
造、包装、出货等都有层层检查、监督,力求创造优良的品质。
服务售后无忧
精心服务细节彰显服务品质!
上一页
上一页:
推荐新闻
2023-05-12
2023-05-12
2023-05-12
2023-02-13
2023-02-06
分享到